


Основы технологии нанесения покрытий | Ключевые технологические процессы лабораторного изготовления пленок и решения распространенных проблем
Время:2025-04-25
В лабораторных условиях нанесение покрытия на электроды часто приводит к типичным проблемам из-за простого оборудования, загрязнения сырья, нестабильности процесса нанесения, несоблюдения правил эксплуатации и условий сушки:
1. Неравномерное нанесение покрытия: Недостаточная параллельность скребка и фольги приводит к отклонению толщины покрытия более чем на ±10%;
2. Утолщение краев: Неоднородная текучесть суспензии или износ кромки головки приводит к тому, что толщина по краям на 20-30% больше, чем в центре;
3. Пузыри и точки: Недостаточное время вакуумной дегазации (<2 часов) или хранение суспензии более 12 часов приводит к локальной агрегации;
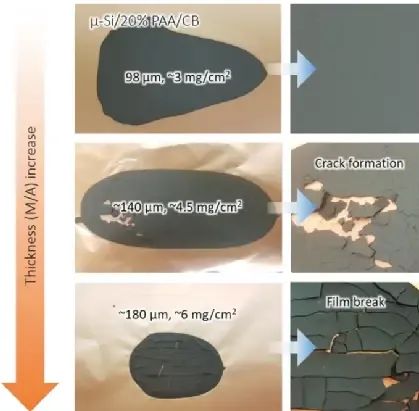
4. Трещины при сушке: Неправильное управление градиентным нагревом приводит к быстрому затвердеванию поверхности и остаточному растворителю внутри;
5. Отказ оборудования: Нестабильное управление натяжением в ручном прокатном станке приводит к смещению или разрыву фольги.
Поэтому снижение дефектов при нанесении покрытия, повышение качества и выхода годной продукции, снижение затрат являются важными аспектами, которые необходимо исследовать в технологии нанесения покрытия.
(Источник изображения: интернет)
В лаборатории одного университета из-за неравномерного нанесения покрытия отклонение результатов тестирования емкости батареи достигло 15%, потребовалась повторная подготовка электродов. Благодаря внедрению компактного прессового прокатного станка с замкнутой обратной связью, погрешность толщины уменьшилась с ±10% до ±2,5%, что значительно повысило надежность экспериментальных данных.
01. Основная ценность нанесения покрытия
Основная цель нанесения покрытия на электроды заключается в равномерном нанесении суспензии активного материала (например, фосфата железа лития, трехкомпонентного материала) на токоприемник (алюминиевая/медная фольга) с образованием электродного слоя толщиной 100-300 мкм. Эта технология напрямую определяет 3 основных характеристики батареи:
Плотность энергии: повышение однородности толщины покрытия на 1% увеличивает емкость батареи на 0,8%;
Циклический срок службы: утолщение краев приводит к локальной концентрации напряжений, что ускоряет снижение емкости на 20% после 200 циклов;
Безопасность: дефекты в виде пузырьков могут вызвать короткое замыкание, риск теплового разгона увеличивается в 3 раза.
Компания CATL использует щелевой прессовый прокатной станок, скорость двустороннего нанесения покрытия достигает 100 м/мин, погрешность объемной плотности ≤±1,0%, затраты на производство одной GWh снизились на 15%, что способствует крупносерийному производству литий-ионных батарей. (Данные взяты с сайта CATL, данные сторонних источников предоставлены только для справки)

(Источник изображения: интернет, просьба удалить при нарушении авторских прав)
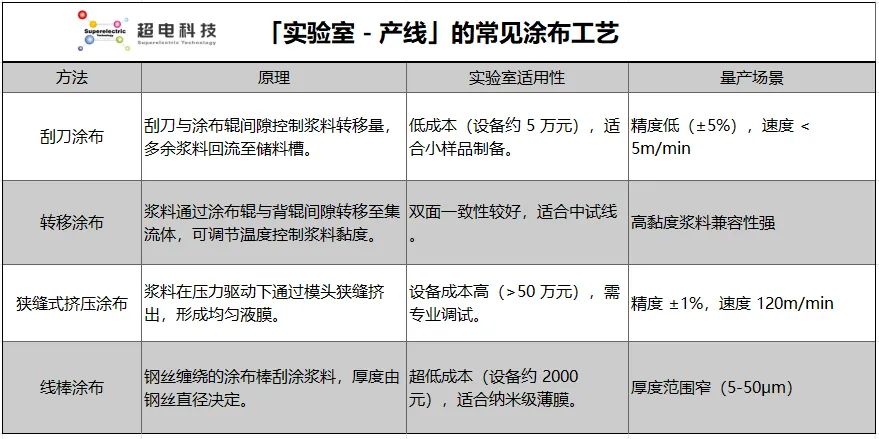
02. Оптимальные методы нанесения покрытия в лабораторных условиях
*Регулировка суспензии*
Вязкость: контролируется в диапазоне 2500-15000 мПа·с, слишком низкая вязкость приводит к стеканию, слишком высокая — к трудностям нанесения;
Содержание твердого вещества: в лабораторных условиях рекомендуется 30-40%, для высокого содержания твердого вещества (>60%) требуется головка с подогревом.
*Параметры процесса*
Зазор при нанесении покрытия: зазор между листами алюминиевой фольги 100-150 мкм, медной фольги 150-200 мкм, необходимо динамически корректировать в зависимости от вязкости суспензии;
Температура сушки: градиентный нагрев (например, 80℃→120℃→150℃), чтобы избежать «наружного высыхания и внутреннего увлажнения»;
Контроль натяжения: натяжение алюминиевой фольги ≤5 Н, медной фольги ≤8 Н, чтобы предотвратить деформацию фольги.
*Устранение дефектов*
Точки: время хранения суспензии ≤12 часов, температура <35℃;
Утолщение краев: периодическая полировка кромки головки, добавление диспергатора (например, PVP) в суспензию;
Пузыри: время вакуумной дегазации ≥2 часа, скорость нанесения покрытия ≤80 м/мин.
(Источник изображения: интернет: ручное нанесение покрытия)
03. Выбор прокатного станка
▶Лабораторные условия:
Основные требования: выбор прокатного станка с линейным стержнем или компактного прокатного станка с ракелем, низкая стоимость и простота эксплуатации;
Дополнительные требования: автоматический прокатной станок с нагревательной плитой и вакуумной присоской, поддерживающий изготовление высокоточных пленок.
▶Промышленный масштаб:
Приоритет эффективности: щелевой прессовый прокатной станок, скорость двустороннего нанесения покрытия 100 м/мин, погрешность объемной плотности ≤±1,0%;
Экологически чистое производство: использование технологии рекуперации тепла, снижение энергопотребления на 30%.
Рекомендации по лабораторному оборудованию — оборудование для нанесения покрытий Ultra-Electric
Автоматический прокатной станок SPC-TM300
Данный продукт широко используется в различных исследованиях нанесения покрытий, таких как керамические пленки, кристаллические пленки, пленки из батарейных материалов, специальные нанопленки. Управление осуществляется с помощью сенсорного экрана PLC, параметры легко устанавливаются и отслеживаются; скорость нанесения пленки регулируется в диапазоне от 0 до 150 мм/с; вакуумный алюминиевый диск позволяет быстро устанавливать и снимать подложку; ход регулируется в диапазоне 0-300 мм; устройство для нанесения пленки с регулировкой с точностью до микрона (шкала 10 мкм), ракель шириной 100 мм; компактные размеры, экономят место; конструкция из листового металла выполнена в стиле объемной геометрии, проста и элегантна.
Автоматическая сушилка для нанесения покрытий SPC-ZTH300-P001
Данный продукт подходит для исследований высокотемпературного нанесения покрытий на керамику, кристаллы, материалы для батарей и нанопленки и отвечает требованиям к образованию пленок в областях энергетики, катализа и электронных компонентов. Технология нагрева большой площади обеспечивает равномерную температуру внутри камеры и точное регулирование температуры от RT~300 ℃ (опционально высокотемпературная версия). Скребок с электроприводом, скорость нанесения регулируется плавно, в сочетании с стандартным устройством для образования пленки, толщина от 50 до 500 мкм регулируется гибко. Быстрая загрузка и выгрузка алюминиевых поддонов, встроенный/внешний вакуумный источник, адсорбция подложки без деформации, совместимость с гибкими материалами, такими как медная и алюминиевая фольга. Может быть встроен в перчаточный бокс, компактный размер экономит место, параметры удобно устанавливаются с помощью сенсорного экрана ПЛК.
Машина для нанесения покрытий с нижним нагревом SPC-DRTM300
Данный продукт широко используется в различных исследованиях высокотемпературного нанесения покрытий, например, керамических пленок, кристаллических пленок, пленок из материалов для батарей, специальных нанопленок; он может адаптироваться к развитию научных технологий образования пленок в будущих условиях высоких температур. Управление с помощью ПЛК и сенсорного экрана, удобное наблюдение за настройкой параметров; микронный скребок (точность 0,01 мм) высокой точности; скорость нанесения покрытия регулируется в диапазоне 0~120 мм/с; вакуумный алюминиевый поддон позволяет быстро устанавливать и снимать подложки; установка в пределах хода 0~300 мм на сенсорном экране;
Горячая линия: 027-8580 9599
Нанесение покрытий на электроды переходит от «опытным путем» к «на основе данных», а лабораторные достижения влияют на скорость развития энергетических технологий, от «метода проб и ошибок» к «точной работе с данными», этим трем аспектам развития следует уделять внимание:
01、Модернизация оборудования
Ручное нанесение покрытий зависит от навыков оператора? Попробуйте небольшую автоматизированную машину для нанесения покрытий, удобная настройка и наблюдение за параметрами, микронный скребок, высокая точность, скорость нанесения покрытия регулируется в диапазоне 0~120 мм/с; значительно повышается воспроизводимость экспериментов, больше не нужно беспокоиться о сомнениях в «согласованности изготовления электродов».
02、Стандартизация технологического процесса
После каждого эксперимента записывайте рецептуру суспензии (содержание твердого вещества/вязкость), параметры оборудования (скорость/температура), данные электродов (толщина/дефекты), создавая «базу данных технологического процесса нанесения покрытий». Например, обнаружено, что «хранение суспензии более 12 часов приводит к появлению пятен», «натяжение медной фольги >8 Н приводит к складкам», последующие эксперименты напрямую исключают риски, эффективность повышается на 50%.
03、Отслеживание технологий
Обращайте внимание на водные суспензии (замена растворителя NMP, экологичность и простота в эксплуатации), трехмерную градиентную структуру (снижение импеданса границы раздела, повышение характеристик мощности) и другие технологии, предварительно проверяя их осуществимость в лаборатории. Эти инновационные моменты могут не только углубить исследования, но и добавить к статье «инновации в технологическом процессе».
Когда оборудование научится «интеллектуальному управлению», данные помогут вам «избежать ошибок», а передовые технологии станут «плюсом», эксперимент больше не будет зависеть от «навыков» и «удачи». Ключ к повышению эффективности научных исследований заключается в управлении каждой операцией на основе данных, оставляя силы для настоящих инноваций — это и есть основная конкурентоспособность современной лаборатории.
Содержание статьи основано на вкладе следующих научных сотрудников:
**《Прогресс в исследованиях технологии нанесения покрытий на электроды литий-ионных батарей》曹巍, 陈飞, 孔祥栋 и др. (《Наука и техника накопления энергии》2025 год, № 1)
**《Нанесение покрытий на электроды литий-ионных батарей методом щелевой головки: исследование проблем краевого эффекта》Marcel Schmitt и др. (《Журнал технологии и исследований покрытий》2014 год)
**《Двухслойное нанесение покрытий повышает циклическую производительность кремниевого анода》Неизвестно (《Advanced Energy Materials》2024 год)
**《Трехмерный градиентный электрод снижает импеданс границы раздела》鹏辉 Энергия (《Журнал источников питания》2025 год)
**《Глобальный отчет о рынке машин для нанесения покрытий на электроды литиевых батарей 2024-2030》QYResearch (Пекинская международная компания по информационно-консультационным услугам Хэнчжоу Бочжи, 2024 год)
**《Техническое обновление и будущие тенденции технологии нанесения покрытий на электроды литиевых батарей》Сообщество по изучению литиевых батарей (2025 год)
**《Технический документ по технологии одностороннего и двустороннего нанесения покрытий (SDC) компании Синьюйжэнь》Синьюйжэнь (2024 год)
**《Практическое применение технологии рекуперации тепла при нанесении покрытий на электроды компании Вэйлинфис》Вэйлинфис (2025 год)
**CATL: Установка для нанесения покрытий и производственная линия батарей (CN 221869038 U)
**Ganfeng Lithium: Технология двуслойного нанесения покрытий на электроды (CN 119275220 A)
**Amate: Суспензия для нанесения покрытий и способ ее получения (CN 119662076 A)
**Huitian New Materials: Технический документ по технологии анодного клея 1206L PAA
**《Принципы и применение технологии производства литий-ионных батарей》Ян Шаобин, Лян Чжэн (Издательство химической промышленности, 2020 год)
**《Производство литиевых батарей: глубокое погружение в гигафабрику》**Кристофер Иако (Amazon, 2023 год)
**《ECS Transactions: Производство литий-ионных батарей》Электрохимическое общество (2024 год)
Другая часть содержания взята из открытых источников в интернете.
Благодаря вышеуказанной литературе можно систематически освоить основные принципы нанесения покрытий на электроды, оптимизацию технологического процесса, выбор оборудования и будущие тенденции, сочетая лабораторные исследования с потребностями промышленной реализации.
✦ Взаимодействие с Chaodian Technology
👉Ручное или автоматическое нанесение покрытий в вашей лаборатории? С какими проблемами вы сталкиваетесь в процессе нанесения покрытий? Поделитесь решениями в комментариях
✋Подпишитесь на личные сообщения в фоновом режиме 【твердотельный】, чтобы получить пакет материалов 《Обзорный доклад экспертов конференции по технологии твердотельных батарей в Китае 2025 года》.zip (презентация экспертов)
Технология нанесения покрытия на гибкую подложку,машина для нанесения покрытий,Автоматическая прокрасочная машина,Сборка батареи,Автоматический пропиточный станок
Следите за нами на
